- Show All
- AUTO RECONDITIONING MACHINES
- AXLE STANDS
- BATTERY CHARGERS
- ENGINE STANDS
- GREASE & OILS
- HYDRAULIC BODY JACKS
- HYDRAULIC BOTTLE JACKS
- HYDRAULIC TOE JACKS
- HYDRAULIC TROLLEY JACKS
- HYD ENGINE CRANES
- HYD MOTORCYCLE LIFT
- HYD TRANSMISSION JACKS
- HYD SPRING COMPRESSOR
- HYD VEHICLE POSITIONING JACK
- GARAGE ESSENTIALS
- OIL DRAIN TANK
- PANEL BEATING EQUIPMENT
- WORKSHOP PRESSES
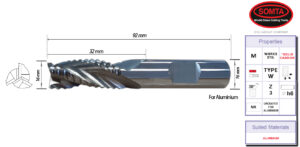
END MILL: 25.0MM CARBIDE 4 FLUTE LONG SERIES (SEA)
SKU:
EM-7464525
ROUGH E/MILL: 6.0MM HSS STANDARD (SOMTA)
SKU:
EM-7485006
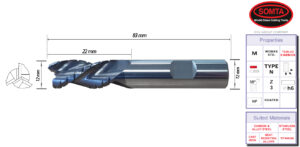
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut *
A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *
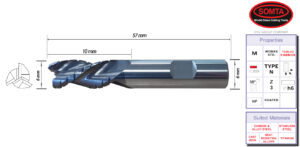
ROUGH E/MILL: 8.0MM HSS STANDARD (SOMTA)
SKU:
EM-7485008
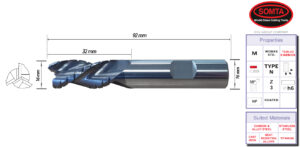
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
*A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *The sacrfice is finish *
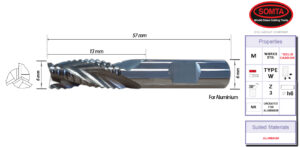
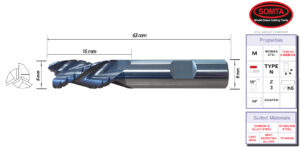
ROUGH E/MILL: 8.0MM HSS LONG-SERIES THREAD/SHANK(SOMTA)
SKU:
EM-7485208
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
*A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *

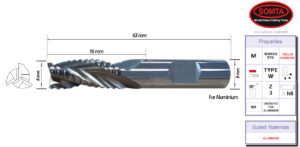
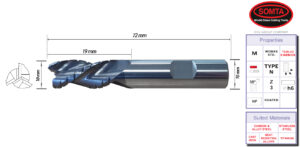
ROUGH E/MILL: 10.0MM HSS LONG-SERIES (SOMTA)
SKU:
EM-7485210
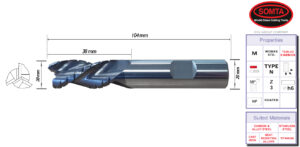
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut *
A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *
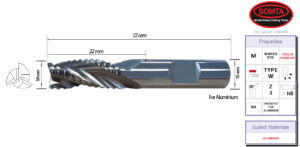
ROUGH E/MILL: 12.0MM HSS LONG-SERIES (SOMTA)
SKU:
EM-7485212
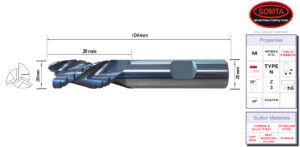
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut *
A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *
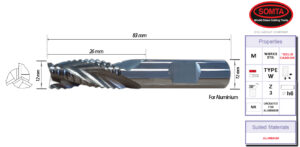
ROUGH E/MILL: 6.0MM STANDARD THREAD/SHANK (SOMTA)
SKU:
EM-7485306
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen The sacrfice is finish
ROUGH E/MILL: 8.0MM STANDARD THREAD/SHANK (SOMTA)
SKU:
EM-7485308
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut *
A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *
ROUGH E/MILL: 10.0MM STANDARD THREAD/SHANK (SOMTA)
SKU:
EM-7485310
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut *
A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *
ROUGH E/MILL: 12.0MM LONG/SERIES THREAD/SHANK (SOMTA)
SKU:
EM-7485412
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal). These tools are as per some of the other descriptions already posted on this thread. They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees. The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut *
A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish *
ROUGH E/MILL: FAST 6.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
SKU:
EM-7486000
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal) *They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees * The cutting edge is broken into many segments that look like serations or multiple small radii * Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations * This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs * Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined" * By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut * A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
ROUGH E/MILL: FAST 8.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM (SOMTA)
SKU:
EM-7486080
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per * The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
ROUGH E/MILL: FAST 10.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
SKU:
EM-7486100
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
ROUGH E/MILL: FAST 12.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM (SOMTA)
SKU:
EM-7486120
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
ROUGH E/MILL: FAST 16.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
SKU:
EM-7486160
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *

ROUGH E/MILL: FAST 20.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
SKU:
EM-7486200
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
ROUGH E/MILL: 6.0MM CARBIDE COATED STEEL 4 FLUTE (SEA)
SKU:
EM-7486206
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 8.0MM CARBIDE COATED STEEL 4 FLUTE (SOMTA)
SKU:
EM-7486208
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 10.0MM CARBIDE COATED STEEL 4 FLUTE (SOMTA)
SKU:
EM-7486210
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 12.0MM CARBIDE COATED STEEL 4 FLUTE (SOMTA)
SKU:
EM-7486212
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 16.0MM CARBIDE COATED STEEL 4 FLUTE (SOMTA)
SKU:
EM-7486216
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 20.0MM CARBIDE COATED STEEL 4 FLUTE (SEA)
SKU:
EM-7486220
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 25.0MM CARBIDE COATED STEEL 4 FLUTE (SEA)
SKU:
EM-7486225
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
CORNER ROUNDING CUTTER: 2.0MM (SOMTA)
SKU:
EM-800805
CORNER ROUNDING CUTTER: 3.0MM (SOMTA)
SKU:
EM-800808
CORNER ROUNDING CUTTER: 4.0MM (SOMTA)
SKU:
EM-800810
CORNER ROUNDING CUTTER: 5.0MM (SOMTA)
SKU:
EM-800815
CORNER ROUNDING CUTTER: 6.0MM (SOMTA)
SKU:
EM-800817
CORNER ROUNDING CUTTER: 8.0MM (SOMTA)
SKU:
EM-800820
CORNER ROUNDING CUTTER: 10.0MM (SOMTA)
SKU:
EM-800860
CORNER ROUNDING CUTTER: 12.0MM (SOMTA)
SKU:
EM-800864
CORNER ROUNDING CUTTER: 14.0MM (SOMTA)
SKU:
EM-800869
CORNER ROUNDING CUTTER: 16.0MM (SOMTA)
SKU:
EM-800873
CORNER ROUNDING CUTTER: 18.0MM (SOMTA)
SKU:
EM-800875
CORNER ROUNDING CUTTER: 20.0MM (SOMTA)
SKU:
EM-800879
CONVEX CUTTER: RADIUS
SKU:
EM-800910
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800920
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800930
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800940
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800950
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800960
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800970
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
CONVEX CUTTER: RADIUS
SKU:
EM-800980
* This convex cutter is manufactured from HSS-M2
* Comes with flatted shank
* Convex radius cutter specifications include the tool's Radius (R)
* Cut Diameter (DC), Cutting Width (CW)
* Shank Diameter (DCONms), Shank Length (LS), Cutting Edge Count (ZC)
* Tool Material (BMC)
* Hand of Cut, and sometimes a Coating
* Key specifications like radius and shank size are crucial for matching the cutter to the desired part geometry and CNC machine capabilities
END MILL: 1.00MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900124C
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
END MILL: 2.00MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900126
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
END MILL: 3.00MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900128
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
END MILL: 6.00MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900132
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
END MILL: 8.00MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900134
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
END MILL: 10.0MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900136
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
END MILL: 12.0MM CARBIDE 3 FLUTE STANDARD (USA)
SKU:
EM-900138
* These 3 flute end mills are made by Somta and offer durability and long tool life
* Manufactured from Solid Carbide are long series General Purpose, 3 Flutes, Single End, Square End Style, Center Cutting Type, Right Hand Cut
* Bright Finish, Rhc 30 Deg, Rhh 30 Deg, For Plunge Cutting, Peripheral Milling and Deep Slotting and Pocketing at Higher Feed and Speeds *
FC3 THR CUTTER: 1.5mm LONG
SKU:
EM-900204
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 1.5mm SHORT
SKU:
EM-900206
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER; 2.0mm LONG
SKU:
EM-900266
* F* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 2.0mm SHORT
SKU:
EM-900268
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER; 2.5mm LONG
SKU:
EM-900270
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 2.5mm SHORT
SKU:
EM-900272
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
MULTI/MILL: 25.0M 3FT LONG SERIES THR SHANK
SKU:
EM-900286
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 3.0mm LONG
SKU:
EM-900290
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 3.0mm SHORT
SKU:
EM-900292
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 3.5mm LONG
SKU:
EM-900294
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 3.5mm SHORT
SKU:
EM-900296
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER 4.0mm LONG
SKU:
EM-900308
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 4.0mm SHORT
SKU:
EM-900312
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER 4.5mm LONG
SKU:
EM-900314
* * FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 4.5mm SHORT
SKU:
EM-900316
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 5.0mm SHORT
SKU:
EM-900328
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER 5.0mm LONG
SKU:
EM-900330
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER 5.5mm LONG
SKU:
EM-900332
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Long Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
FC3 THR CUTTER: 5.5mm SHORT
SKU:
EM-900334
* FC3 3-flute cutters with flatted shank and centre cutting
* For use in DIN/ISO sidelock holders
* Designed with radial relief ground cutting edges the FC3 is the answer to small diameter milling problems
* Short Series. 3-flute multi-purpose replaceable milling cutters for small diameter applications - Square end
* Manufactured to e8 h6 DIN1835B
CHAMFERING CUTTER: ECF D-2/45-4C06
SKU:
EM-900500







