- Show All
- AUTO RECONDITIONING MACHINES
- AXLE STANDS
- BATTERY CHARGERS
- ENGINE STANDS
- GREASE & OILS
- HYDRAULIC BODY JACKS
- HYDRAULIC BOTTLE JACKS
- HYDRAULIC TOE JACKS
- HYDRAULIC TROLLEY JACKS
- HYD ENGINE CRANES
- HYD MOTORCYCLE LIFT
- HYD TRANSMISSION JACKS
- HYD SPRING COMPRESSOR
- HYD VEHICLE POSITIONING JACK
- GARAGE ESSENTIALS
- OIL DRAIN TANK
- PANEL BEATING EQUIPMENT
- WORKSHOP PRESSES

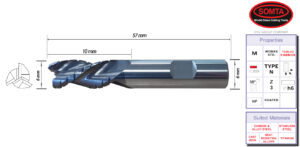
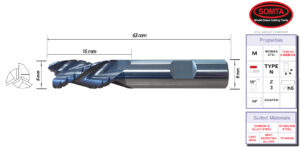
ROUGH E/MILL: FAST 10.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
$77.99
* Roughing Cutters in the round tool sector are better known as “RMR” cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability “To produce smaller chips per cm3/min (i3/min) of material machined”
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
| Weight | 0.06 kg |
|---|---|
| Dimensions | 0.1 × 0.03 × 0.03 cm |
In stock
Description
| DESCRIPTION | Roughing End Mill |
|---|---|
| DIAMETER | 10.0MM |
| MATERIAL | Carbide |
| FLUTES | 3 Flute |
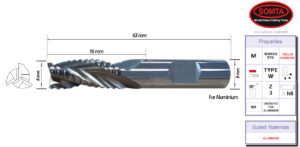
| LENGTH O/A | 72.0mm |
| FLUTE LENGTH | 22.0mm |
| SHANK DIAMETER | 10.0mm |
| SHANK TYPE | Flatted Shank |
| FINISH | Uncoated for Aluminum |
| SPEED AND FEED | Speed 10,000 rpm Feed = 4,000 rpm. |
| DEPTH OF CUT | 5 – 10.0mm Depending on machine and grade of material |
| WEIGHT NETT/GROSS | 0.060kg |
| VOLUME | 0.0001cm |
Shipping & Delivery
Related products
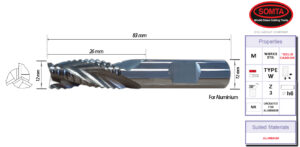
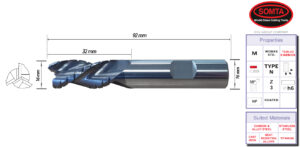
ROUGH E/MILL: FAST 12.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM (SOMTA)
SKU:
EM-7486120
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
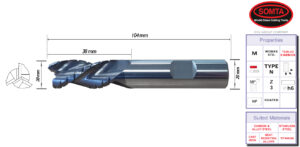
ROUGH E/MILL: FAST 16.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
SKU:
EM-7486160
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *

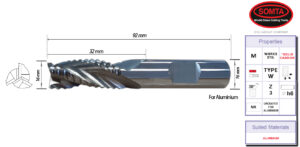
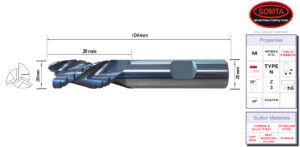
ROUGH E/MILL: FAST 20.0MM CARBIDE UNCOATED 3 FLUTE ALUMINUM
SKU:
EM-7486200
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen
*The sacrfice is finish on these end mills is uncoated and are most suitable for aluminum *
ROUGH E/MILL: 6.0MM CARBIDE COATED STEEL 4 FLUTE (SEA)
SKU:
EM-7486206
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 8.0MM CARBIDE COATED STEEL 4 FLUTE (SOMTA)
SKU:
EM-7486208
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 16.0MM CARBIDE COATED STEEL 4 FLUTE (SOMTA)
SKU:
EM-7486216
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength * Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 20.0MM CARBIDE COATED STEEL 4 FLUTE (SEA)
SKU:
EM-7486220
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *
ROUGH E/MILL: 25.0MM CARBIDE COATED STEEL 4 FLUTE (SEA)
SKU:
EM-7486225
* Roughing Cutters in the round tool sector are better known as "RMR" cutters (Rapid Metal Removal)
*They (more commonly) will incoporate a typical spiral helix shape of multiple flutes which is a helix of between 20 and 40degrees
* The cutting edge is broken into many segments that look like serations or multiple small radii
* Tradesmen are of the opnion that the best RMR designs are ones that incorporate rounder profile serations
* This is for obvious reasons that mainly lead to increased cutting edge strength
* Having a broken edge has some benefts but also some draw backs
* Ultimately, all you really get is the ability "To produce smaller chips per cm3/min (i3/min) of material machined"
* By getting lots of smaller chips, you are able to get much better smarf removal/control and therefore, in some cases, are able to run a higher D.O.C (depth of cut) and/or f/z (feed per
* The main reasons for RMR cutters being in existence is lower cutting forces, higher tool life and less bending when milling a shoulder at a high depth of cut
* A broken edge greatly lowers the forces generated on the cutting edge. This can be a reduction of as much as 50% and an increase in tool life of as much as 50% can also be seen *